


Introduction
A Belt Conveyor is a ubiquitous piece of mechanical handling equipment used to transport materials from one location to another. It is especially prevalent in industries where bulk materials need to be moved quickly and efficiently. Its simplicity, efficiency, and versatility make the Belt Conveyor an indispensable tool in various industrial and commercial operations.
How It Works
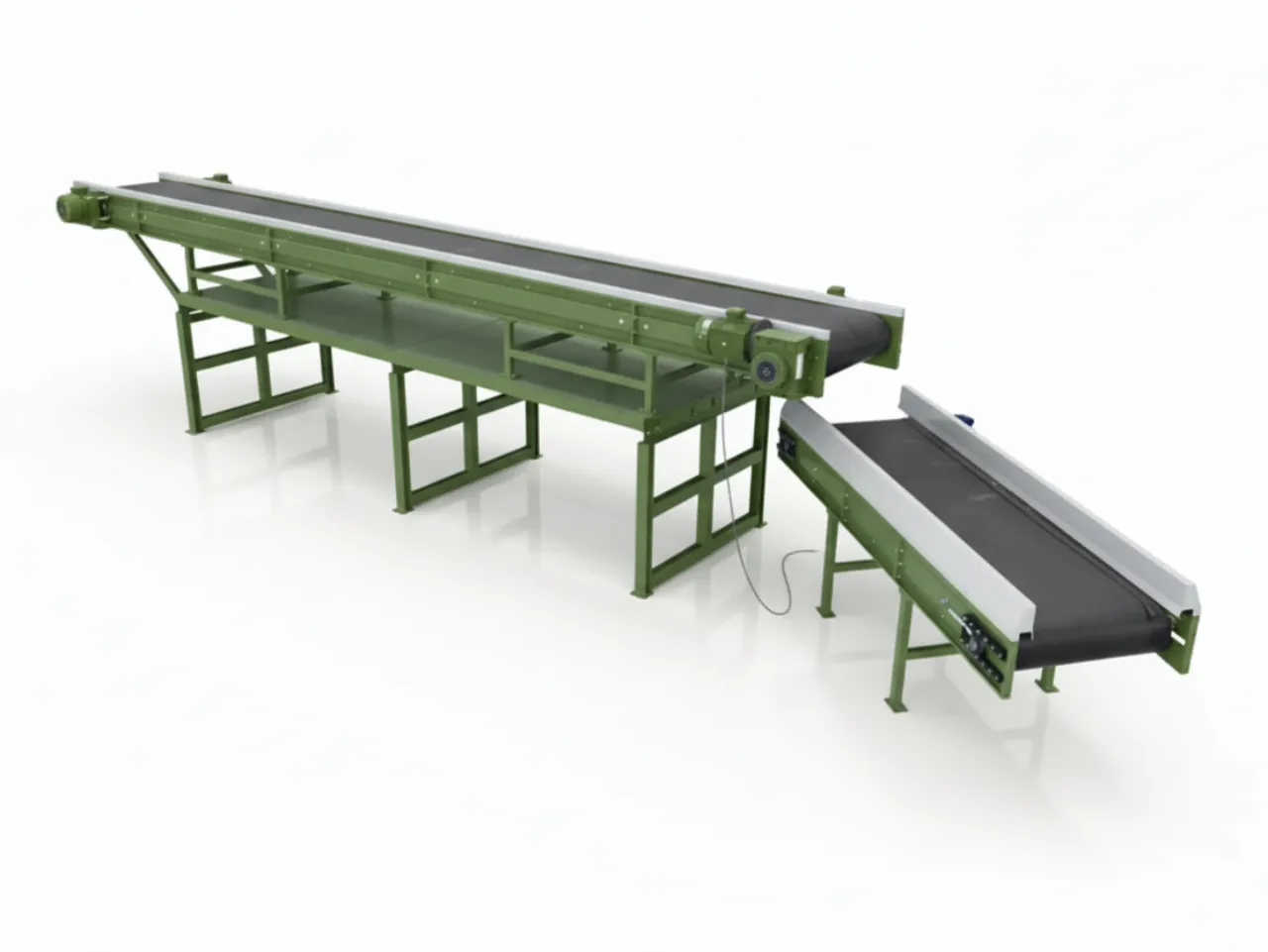
Belt Conveyors consist of two or more pulleys, with a continuous loop of material – the conveyor belt – that rotates around them. One or both of the pulleys are powered, moving the belt and the material on the belt forward. The powered pulley is called the drive pulley while the unpowered one is known as the idler pulley.
Key Components
- Belt: The medium through which materials are transported, made from various materials like rubber, PVC, or fabric.
- Drive Pulley: The powered pulley that propels the conveyor belt.
- Idler Pulley: Provides support and guides the belt.
- Frame: The structure that supports the conveyor system.
- Loading and Discharge Points: Specific areas where materials are loaded onto and off the conveyor.
Applications
- Manufacturing Plants: Transports raw materials, parts, and finished products.
- Mining and Quarrying: Conveys ores, coal, and other mined materials.
- Agriculture: Used for moving grain, feed, and other agricultural products.
- Warehousing and Logistics: Facilitates the movement of goods in storage facilities.
- Food Processing: Transports food items through various stages of processing.
Advantages
- Efficiency: Moves large volumes of materials quickly and continuously.
- Versatility: Can transport a wide range of materials, including heavy or bulky loads.
- Safety: Reduces manual handling, lowering the risk of injury.
- Cost-Effective: Low operational and maintenance costs.
Maintenance and Safety Considerations
Regular maintenance is vital for the efficient operation of Belt Conveyors. This includes inspecting the belt, ensuring pulleys and rollers are in good condition, and checking the motor and gearbox. Safety considerations involve training operators, installing guards and emergency stops, and ensuring proper signage.
Conclusion
Belt Conveyors are a critical component in modern industrial operations, significantly enhancing the efficiency of material handling. Their adaptability to various environments and ability to transport a wide range of materials make them invaluable in numerous industries. As technology advances, enhancements in Belt Conveyor design and materials continue to improve their effectiveness and efficiency.
INQUIRIES
To get the latest prices and lead times, send us a message using the form below.